Economical and accurate machining of large components can be achieved using large CNC machines and the 3+2 machining technique. This article will examine 3+2 machining and relate the economical and quality benefits in terms of lean manufacturing’s seven forms of wastes.
3+2 machining refers to the use of a 5 axis CNC machine in a specific manner. In 3+2 machining two of the axes are locked into a fixed position and the remaining three axes are moved under program control. For example the spindle centerline on a universal head on a vertical gantry mill may be positioned and locked relative to the X, Y, and Z coordinate system of the machine. From this position the universal head spindle axis becomes the Z1 axis with the X1 and Y1 axes perpendicular to this Z1 axis. The machine is then programmed and moved relative to this new coordinate system. The CNC program moves the machine X, Y and Z axes simultaneously to produce motion in the X1, Y1 and Z1 axes created relative to the universal head spindle centerline. CNC controls on machines designed for 3+2 programs are equipped with subprograms that allow the CNC programmer to write 3 axis code relative to the new coordinate system (X1, Y1, Z1). The control subprograms translate the 3 axis X1, Y1, and Z1 program code into the machine movement commands for the machine X, Y, and Z axes.
3+2 machining differs from 5 axis machining. 5 axis machining involves the simultaneous motion of 5 axes during the cutting process. In 3+2 machining two axes are fixed and there is simultaneous motion of only three axes. An example of an ideal part for 3+2 machining is shown in Picture #1. This picture shows two of the four sets of two bores each. Each set of bores has machined inside and outside faces. The bores and the faces of each set of bores are offset at a different angle to each of the X, Y and Z axis of the locators and the gantry machine. Without 3+2 machining at least four setups would be required instead of the one setup possible with 3+2 machining.

Picture #1 – Large Component with Bores and Faces Offset at Angles to X, Y, Z Axes
Machines used for 3+2 machining have 5 axes. Why is 3+2 machining used when 5 axis machining could be used? There are several reasons. For large CNC machines used to machine large components the guide ways for the X, Y and Z axis are designed and built for heavy stock removal and speed. Hydrostatic guide ways are commonly used. The universal head on a large CNC vertical gantry mill or large CNC boring mill is designed and built for flexibility and to fit into relatively tight spaces. It is not designed for heavy cutting loads during movement of its two axes of motion. By locking the two axes of motion on the universal head it becomes more rigid and capable of handling higher cutting forces. It can still not handle the maximum cutting forces that can be generated by the X, Y and Z axis, but it can handle more than if it was not locked. 3+2 machining, where it can be used, allows higher cutting forces and higher cutting speed than 5 axis machining. Programming for 3+2 machining is simpler than 5 axis machining programming. The CNC programmer can program in three axes using the machine control subprogram. To the programmer 3+2 machining programming is like 3 axis programming. There are CAM software packages that automate the 3+2 programming, but manual G code programming is possible. 5 axis machining requires the use of a CAM software package for programming.
Picture #2 shows a large vertical gantry mill using 3+2 machining with a universal head. Picture #3 is a picture of the same machine, an SNK RB-7VM Vertical Gantry Machine.
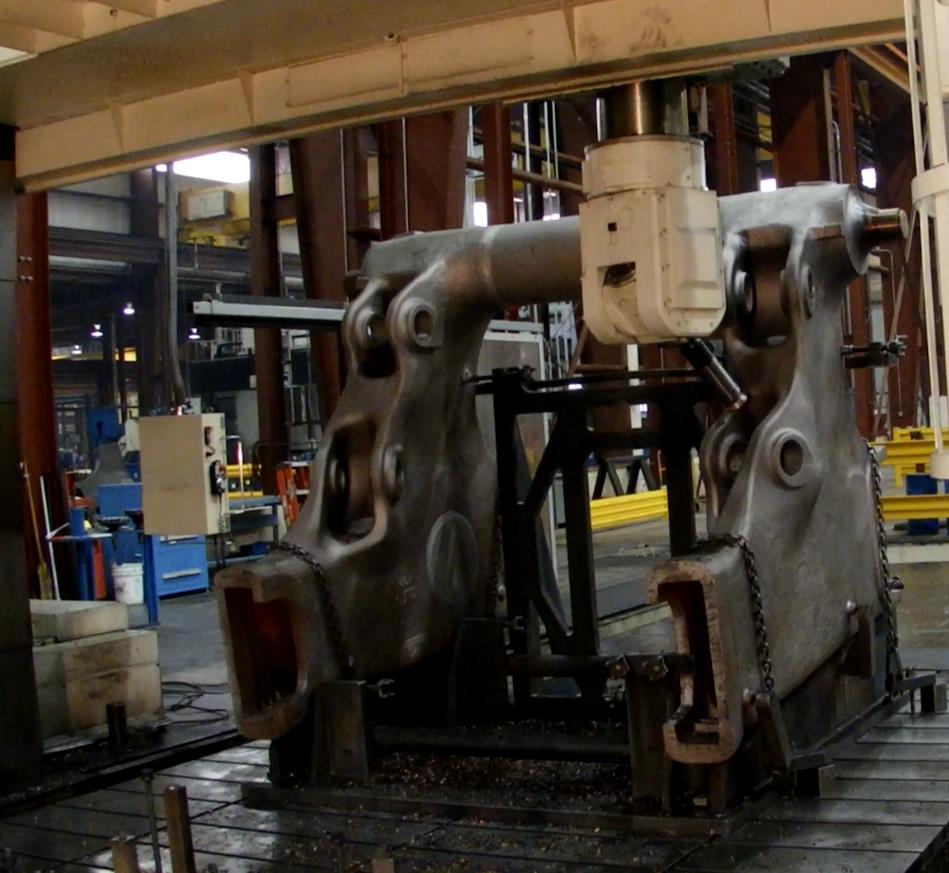
Picture #2 Large Vertical Gantry Machine – 3+2 Machining

Picture #3 – Large Vertical Gantry Machine – SNK RB7-VM
A video of 3+2 machining of the part shown in Picture #2 may be viewed below.
You can machine five sides of a large component in one setup when you use 3+2 machining. You can machine along axes that are not perpendicular to the X, Y and Z axes of the large CNC machine. There are advantages to 3+2 machining on any size component, but for large components the advantages are greatly multiplied. Consider the seven forms of waste that are a cornerstone of lean manufacturing
Waste of defects – Variation in dimensional results in machining are a form of the waste of defects. If the variation causes an out of print condition the work piece must be repaired, scrapped or deviated by the customer. Even if the out of print condition is accepted by the customer there is the potential cost of less than ideal performance of the part in the field or the real cost of time spent considering the deviation request and the loss of credibility and trust on the part of the supplier. 3+2 machining reduces the number of setups required to finish machine a component. Setups add to variation. Elimination of setups reduces variation and defects. Large components are more costly than small components. The repair costs or cost to scrap are much greater on large components.
Waste of transportation – The reduction of setups that is possible with 3+2 machining reduces the number of times a part must be moved between machines for different operations. Large components are more costly to move than small components.
Waste of inventory – When multiple setups on the same or multiple machines are required there must be in-process inventory present to maintain the flow of parts. When setups are eliminated the in-process inventory between setups is eliminated. Large components are expensive. The waste of inventory is expensive.
Waste of motion – Motion can be consider the motion of the machine operator. Setups, especially for large components, require work, and motion on the part of the machine operator. Eliminating setups eliminates operator motion.
Waste of waiting – Parts wait between machines and on the machine during setup. The machine waits during setup. No cutting action or value added work is being performed while a setup is in process. Large CNC machines required for large components are expensive. The operators for these machines are skilled. Elimination of setups reduces the high cost of waiting.
Waste of over processing – When multiple setups are required to complete machining there are tolerance stack ups in the relationship of the features in one setup to the features in a different setup. In order to maintain the desired tolerance between features machined in different setups it may be necessary to hold a tighter tolerance in each individual setup. This tighter tolerance in each setup is over processing that is not required in the single setup of 3+2 machining.
Waste of over production – When machining in multiple setups there may be multiple machines involved and inventory between operations. Each machine in the process has the potential to over produce in order to keep the machine running. With a single setup in 3+2 machining there is only one setup and no opportunity to overproduce in any operation other than the final operation.
You can see that 3+2 machining fits into the lean manufacturing philosophy. It is a very flexible and lean process, especially when machining large components. The larger the component, the greater the potential reduction in waste. Large CNC machines capable of 3+2 machining are expensive and have a long lead time to purchase and install. If your product requires large components that can benefit from 3+2 machining but you do not have the volume to justify a machine or you do not have the lead time to wait for a machine, consider using a contract machining source that specializes in 3+2 machining of large components. These companies are in the business of having capacity available on short notice. They combine work from several customers to load work onto the machines. You can take advantage of the benefits of 3+2 machining on large components without the capital investment, learning curve or lead time.