Large steel castings can be subject to inclusions or structural anomalies. These inclusions can cause high tool wear and even catastrophic tool failure. The need to machine 140 mm diameter holes 175 mm deep into a large steel casting with a high frequency of inclusions provided an opportunity to test various tooling solutions. High feed milling proved to be robust to the presence of inclusions in the castings.
According to Key to Metals AG inclusions in steel castings are different in structure from the base metal. The American Foundrymen’s Society Inc. states that inclusions may be caused by de-oxidation or re-oxidation events, presence of refractories or sands used in the casting process, or the emulsification of slag. The root cause of the casting inclusions is the foundry. The foundry is often remote from the machining operation, potentially on a different continent. This distance and inventory makes collaboration between the machining source and the foundry difficult. The correction of the root cause of the casting inclusions will take time and concentrated cooperative effort on the part of the machining source and the foundry. Time waits for no man. Neither does a customer that needs finish machined castings to maintain her production schedule. There is no time to wait for a foundry correction. The machining source must find the best tooling solution to deal with inclusions, meet production schedules, and control costs.
Picture #1 shows a large steel casting that is subject to the presence of inclusions in the locations where 140 mm diameter bores, 174 mm deep must be machined. Picture #2 shows the casting after the machining operation. This operation is one of many welding and machining operations required on a large component. Cutting tool failure due to the presence of inclusions in the casting was causing disruptions to the supply chain and excess machining and tooling costs.

Picture #1 – Raw Casting

Picture #2 – Bores after Machining
Two additional obstacles were present with this operation. It is necessary to reach through one bore to machine the second bore which requires a long extension on the tool. The surfaces perpendicular to the bores that must be machined are not flat.
Drilling is an obvious machining method to machine the bores. Many tool manufacturers offer center cutting drills and inserted drills that can machine these bores. Several different drill designs were tested on this operation. None of the drills tested could stand up to the inclusions. Failure started with high insert wear, then damage to the cartridges that hold the inserts, and finally damage to the drill body itself. Although all of these drills are used successfully in other applications the high frequency of inclusions, long reach and non-flat surface made the drills fail. High feed milling replaced drilling on this operation. Picture #3 shows the Seco 3 inch diameter high feed milling cutter used on this operation. Picture #4 shows the milling cutter mounted on a 16 inch long extension needed to reach the inside bore.
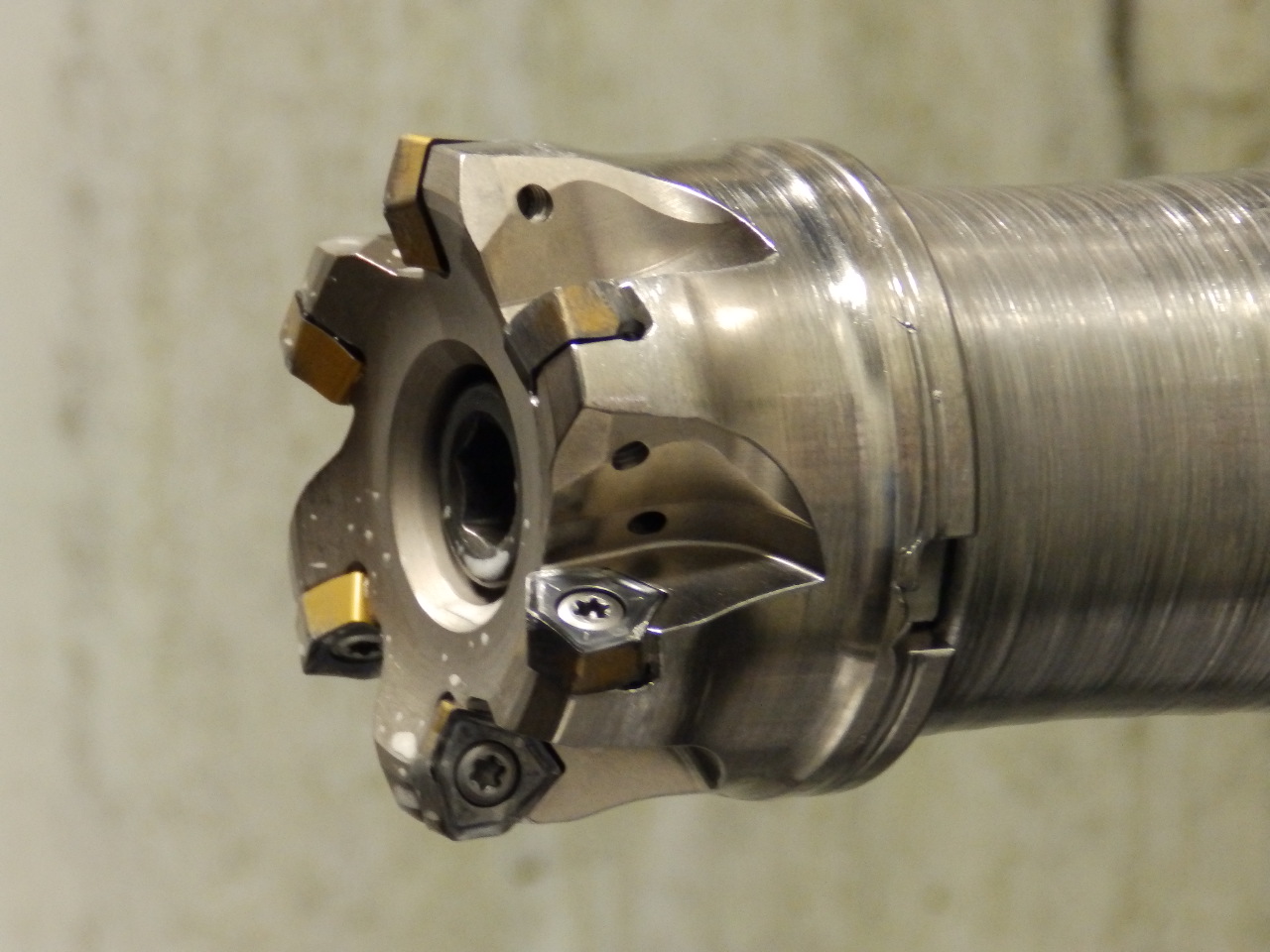
Picture #3 – Seco 3 Inch Diameter High Feed Milling Cutter
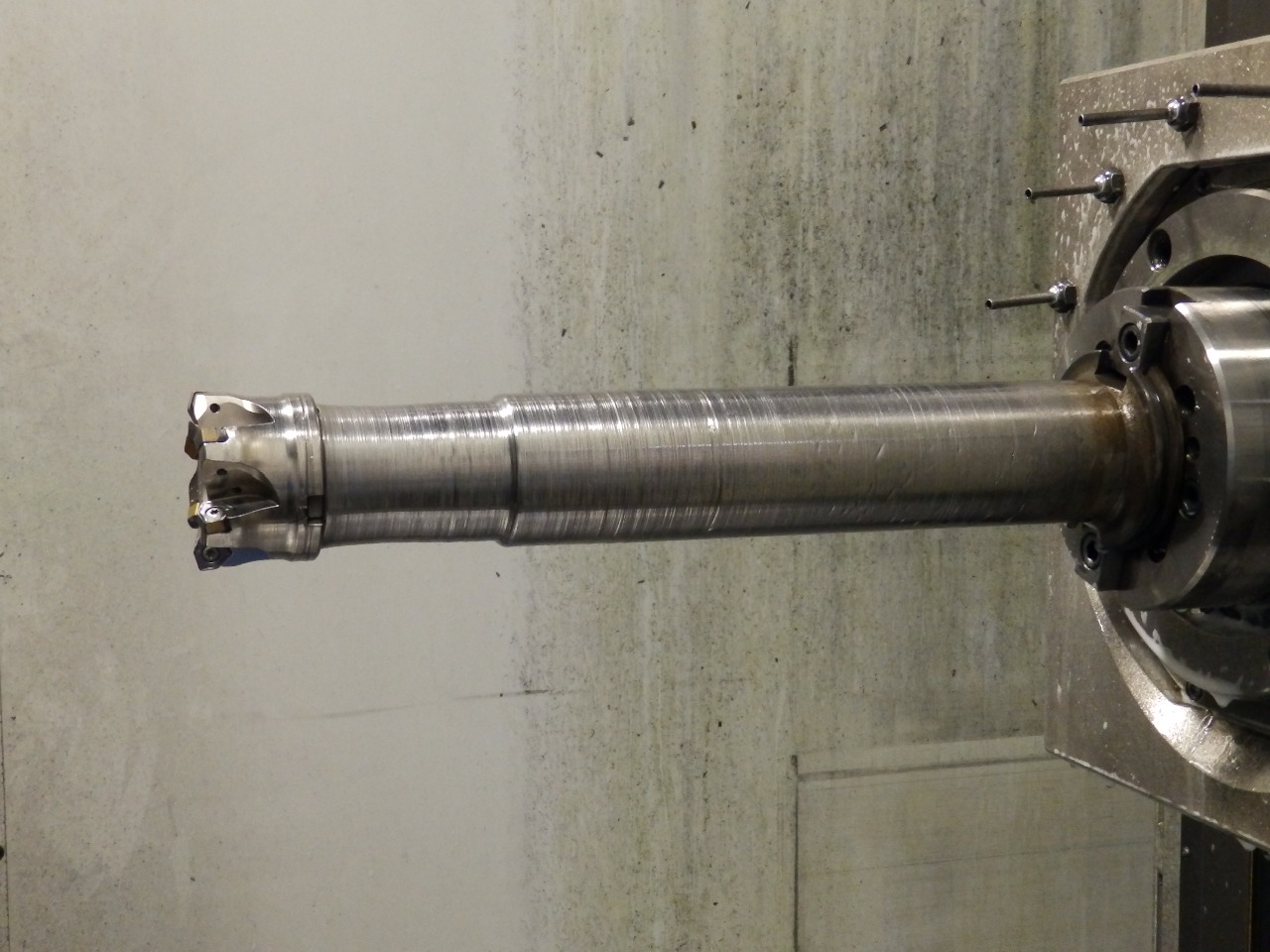
Picture #4 – Seco High Feed Milling Cutter on 16 Inch Long Extension
Todd Miller in his article in MoldMaking Technology explains that rigidity of the machine is a key to successful high feed milling. This operation is performed on a Pama Speedmat 4/160 machining center which is equipped with a 160 mm diameter spindle. The 16 inch long extension on the tool is one piece. It was not necessary in this case to use an anti-vibration bar for the extension. A multi-piece extension was tested but was not rigid enough. Picture #5 shows the trigon style insert used in the high feed milling cutter.

Picture #5 – Trigon Style Insert
The geometry of the trigon insert distributes the cutting force along the edge of the feed mill insert. The result is a relatively high chip load per tooth with a relatively thin chip. In steel applications most of the heat generated is taken away with the chip. The typical negative rake geometry used on a high feed milling cutter causes the chip to be pushed away from the cutter body. This geometry also directs cutting forces along the spindle axis and reduces vibration. The video below shows the high feed milling operation.
The cutting parameters are 360 RPM, 2,650 mm/min feed rate around the 140 mm diameter bore. The Z axis feeds at 1 mm per revolution of the cutter around the 140 mm bore. The cycle time to machine the 175 mm deep bore is 7.7 minutes. This setup has proven to be very robust to the presence of inclusions in the casting. Insert wear is predictable and there are no catastrophic tool failures. The result is a stable, in control operation which is critical to a smoothly flowing supply chain.
It is always better to attack a problem at the root cause. In some situations you may not have any control over the root cause. In the case of a machining source with no control over the casting process, expertise in alternative machining methods is critical. The root cause may not be corrected, but an in-control process can be put in place which eliminates a disruption to your supply chain.